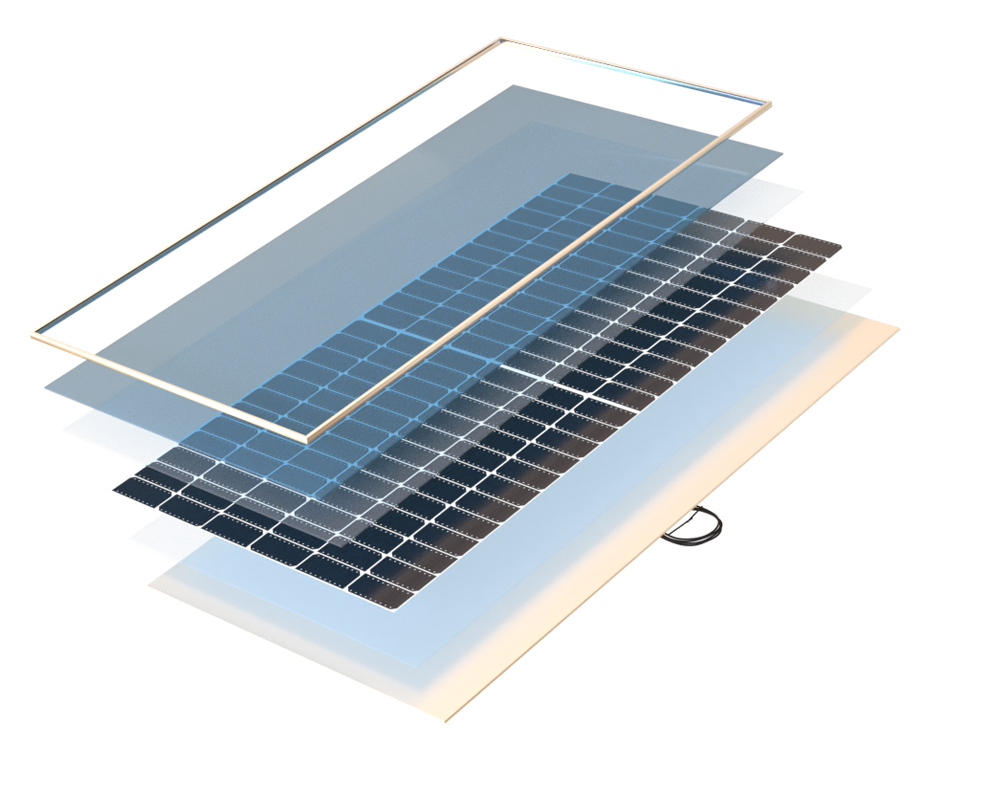
Los investigadores de Fotovoltaica-UFSC han diseñado recientemente una instalación de 100 kWp para evaluar el rendimiento de los módulos fotovoltaicos bifaciales de silicio en las condiciones climáticas brasileñas. Situado en Florianópolis-SC, Brasil, el proyecto utiliza módulos bifaciales de vidrio/vidrio de gran formato con vidrio termoendurecido de 2 mm, instalados en cinco filas de seguimiento de un eje y un sistema de inclinación fija. Poco sabían que en realidad iban a estudiar la rotura de cristales de un módulo.
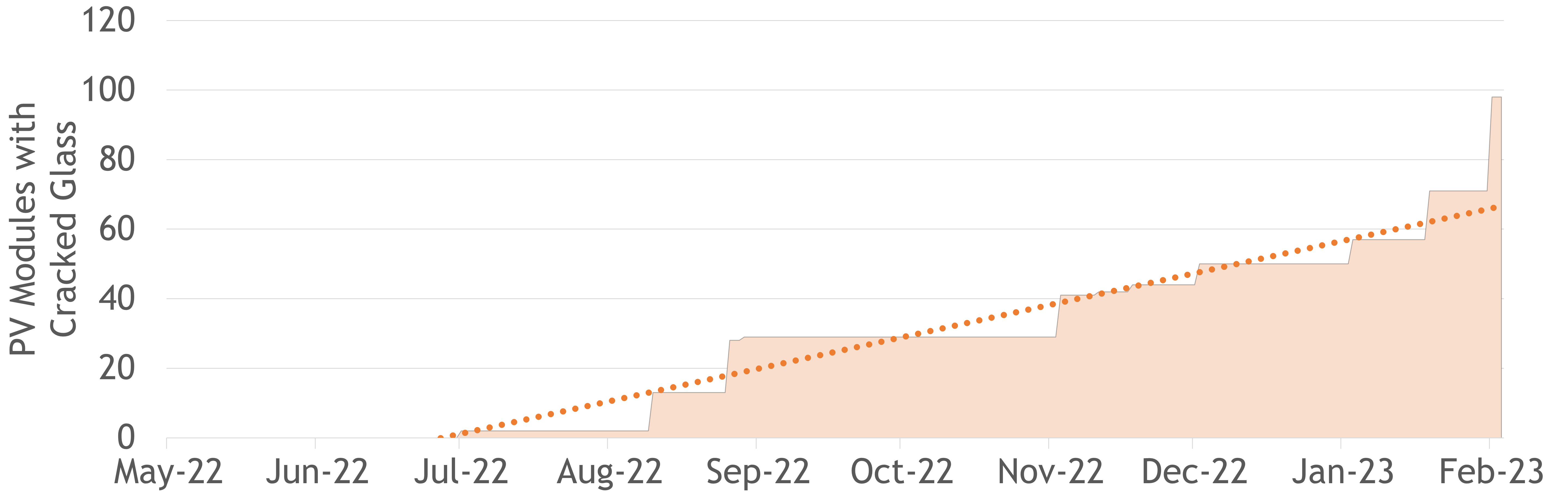
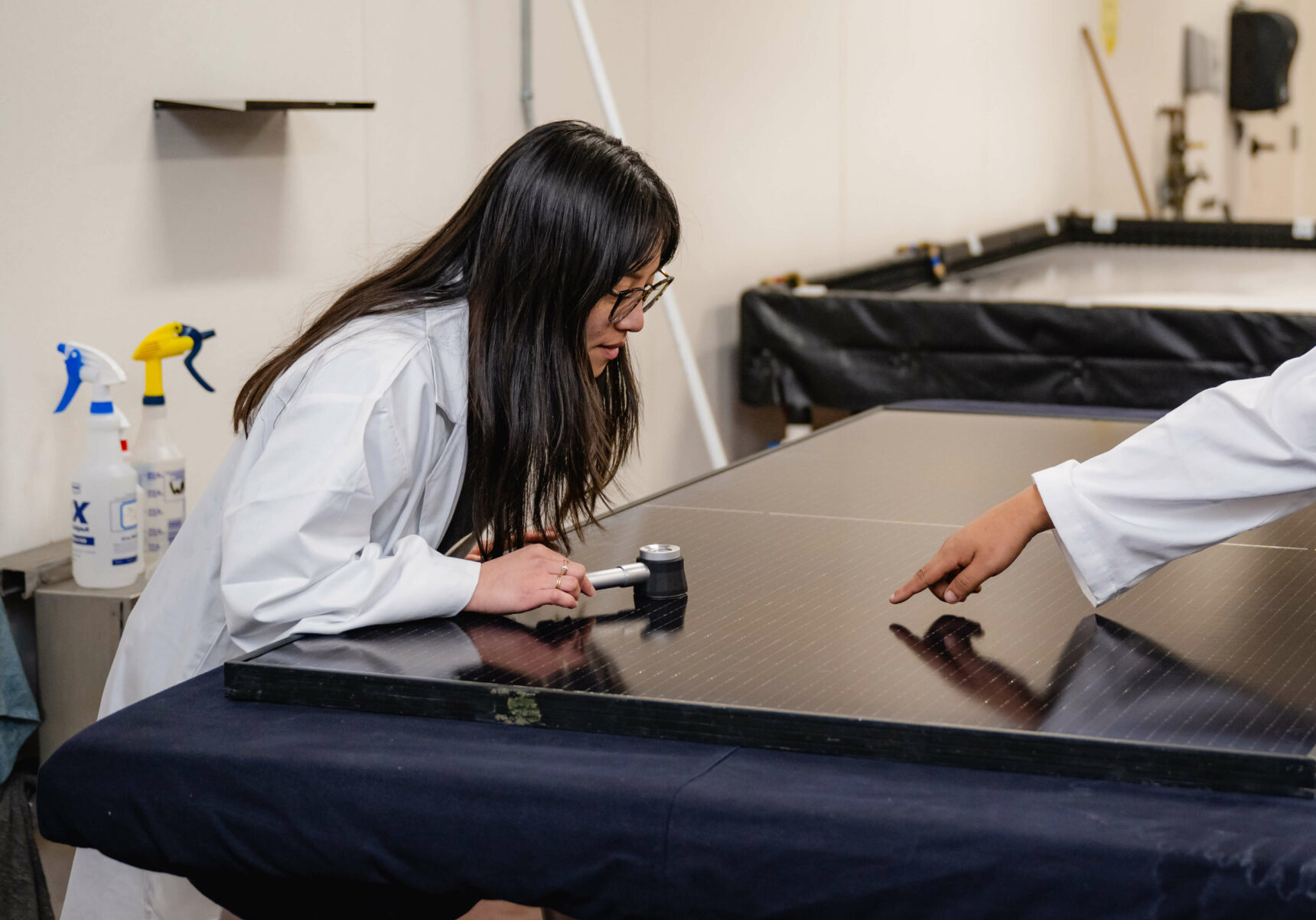
Poco después de la puesta en servicio, los investigadores observaron grietas en el cristal de la parte delantera o trasera de algunos módulos. Se realizaron inspecciones periódicas y se registró una tendencia de 14 módulos rotos al mes durante un periodo de siete meses. A los nueve meses de la puesta en servicio, más del 50% de los módulos instalados presentaban grietas en los cristales. Los datos de vigilancia meteorológica durante este periodo no mostraron anomalías de temperatura ni de viento.
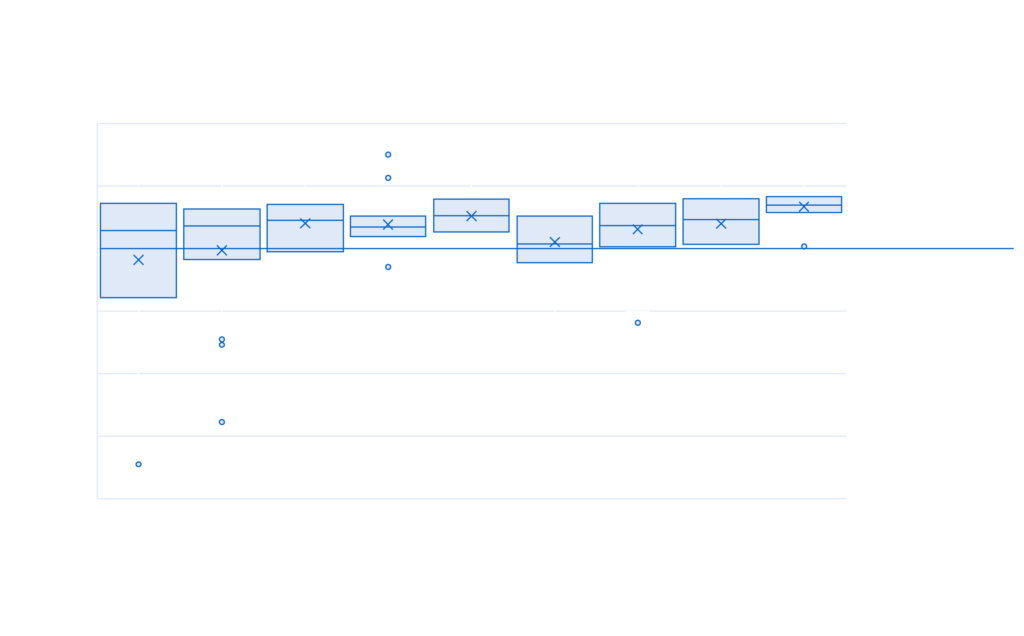
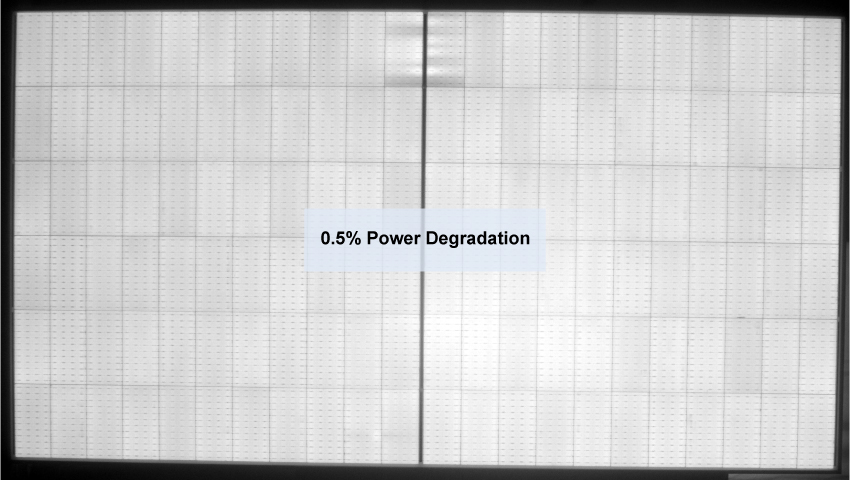
Hasta la fecha, las grietas en los cristales no han afectado a la seguridad ni al rendimiento del sistema. Los investigadores no han encontrado hasta ahora ninguna correlación entre las grietas del cristal y las grietas de las células en las imágenes EL, la degradación de la potencia o los puntos calientes. Pero la fiabilidad a largo plazo de los módulos con cristales rotos está ciertamente en peligro. El análisis de la causa sigue en curso con los fabricantes de módulos y bastidores/seguidores implicados.
No se trata de un caso único de rotura de módulos en la industria solar. Los miembros del Grupo Kiwa han sido contactados en múltiples ocasiones el año pasado con informes sobre cristales rotos en emplazamientos fotovoltaicos. La compatibilidad entre el seguidor y el bastidor con los módulos de gran formato es fundamental, y las pruebas MSS de PVEL sobre combinaciones específicas de módulos y seguidor/bastidor ofrecen a las partes interesadas la confianza necesaria para evitar este tipo de problemas.